CCI L.T.C. Nylon Bonding Additive – Low-Temperature Cure Additive for Plastisol Inks
CCI




CCI L.T.C. (Low Temperature Cure) Nylon Bonding Additive enables reliable screen printing on nylon and difficult synthetic substrates that standard plastisol simply cannot bond to. Nylon’s smooth, non-porous surface provides almost no mechanical grip for plastisol. This additive introduces bonding chemistry that creates adhesion between the cured plastisol and the nylon fiber surface while simultaneously reducing cure temperature to prevent fabric distortion and melting.
Nylon Adhesion Chemistry
Low-Temp Cure ~270°F
Mix 5–10%
Nylon Bags & Jackets
Caps & Synthetic Substrates
CCI Formulation
Price range: $44.99 through $159.99
Description
CCI L.T.C. Nylon Bonding Additive – Make Plastisol Stick to Nylon Bags, Jackets & Caps
CCI L.T.C. (Low Temperature Cure) Nylon Bonding Additive enables reliable screen printing on nylon and difficult synthetic substrates that standard plastisol simply cannot bond to. Nylon’s smooth, non-porous surface provides almost no mechanical grip for plastisol. This additive introduces bonding chemistry that creates adhesion between the cured plastisol and the nylon fiber surface while simultaneously reducing cure temperature to prevent fabric distortion and melting.
Available in Quart and Gallon. Mix into standard plastisol inks at 5–10% by weight for nylon and difficult synthetic printing.
Is This the Right Product for Your Job?
Printing on nylon tote bags, backpacks, or drawstring bags
Printing on nylon athletic jackets or windbreakers
Standard plastisol is peeling off the fabric after washing
Printing on other smooth synthetic substrates with adhesion problems
Cotton garments — standard LB inks work perfectly
Polyester-cotton blends — use LBX inks instead
Any substrate where standard plastisol bonds reliably
Key Features
How to Get Plastisol to Stick to Nylon Bags, Jackets & Caps
Mix Ratio Calculator
Enter your ink weight, then select your target ratio to see exactly how much CCI L.T.C. Nylon Bonding Additive to add.
Complete Inktek Plastisol Additives — Find the Right Product for Your Job
River City Supply stocks the full Inktek SE additive line. Use the guide below to choose the right product for your specific application.










How to Wash Test Plastisol Prints
Every time you change your ink formula, mix ratio, dryer settings, or substrate — run a wash test before releasing production. This is the only definitive check for cure integrity and wash durability.
Technical Specifications
Technical Specifications
| Product Information | |
| Product Name | CCI L.T.C. Nylon Bonding Additive |
| Brand | CCI (Chemical Concepts Inc.) |
| Type | Plastisol adhesion promoter and low-temperature cure additive for nylon |
| Available Sizes | Quart, Gallon |
| Mixing Guidelines | |
| Standard Nylon | 5–10% by weight added to plastisol ink |
| Difficult Substrates | Up to 10% — conduct adhesion test before increasing |
| Curing | |
| Standard Cure | 320°F (160°C) |
| Modified Cure on Nylon | ~270°F — adjust dryer to protect substrate |
| Verification | Always temperature-verify cure on nylon — substrate damage occurs at standard settings |
| Printing Parameters | |
| Recommended Mesh | 110–160 mesh for bags and jacket applications |
| Substrate Prep | Surface should be clean and free of coatings or release agents |
| Documents | |
Technical Sheets / Safety Data Sheets / Documents
FREQUENTLY ASKED QUESTIONS
Frequently Asked Questions
Reviews
Only logged in customers who have purchased this product may leave a review.
You May Also Like
Related products
-

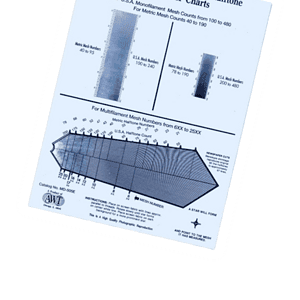
Mesh Count Determiner Tool for Screen Printing – Identify Mesh Instantly
$34.99 -
Filtration Media – Water Filtration Media for Screen Printing Washout Booths
Price range: $95.00 through $100.00 -
AWT Pro Angle 2 Dual-Sided Scoop Coater – Precision Dual-Edge Emulsion Scoop Coater for Screen Printing
Price range: $44.99 through $49.99 -
ProSoap Hand Cleaner – Industrial-Strength Hand Cleaner for Screen Printers & Shop Professionals
Price range: $49.99 through $299.99


Reviews